
Discipline, Reliability, Resilience, and Leadership Cadence as the Foundation for Sustainable Performance
By Chet Brandon
Heavy manufacturing does not fail all at once. It usually fails in layers.
A procedure is bypassed because the job is urgent. Equipment runs outside normal condition because production needs the tonnage. A near miss is explained away because no one was hurt. A maintenance backlog becomes normal. An alarm becomes background noise. A supervisor accepts a workaround because “that is how we have always done it.”
None of those decisions may look catastrophic in isolation. Together, they signal something larger: the erosion of operational integrity.
Operational integrity is the condition in which an organization consistently runs its assets, processes, people systems, and management routines within defined expectations, with a commitment to excellence for the benefit of all stakeholders. It is not simply safety, reliability, compliance, quality, or production performance. It is the disciplined alignment of all of them into one operating model that protects people, strengthens trust, sustains performance, and creates long-term value.
In heavy manufacturing, operational integrity should be treated as a core business system, not a side initiative.
The Executive Framework
A practical operating model for heavy manufacturing can be stated simply:
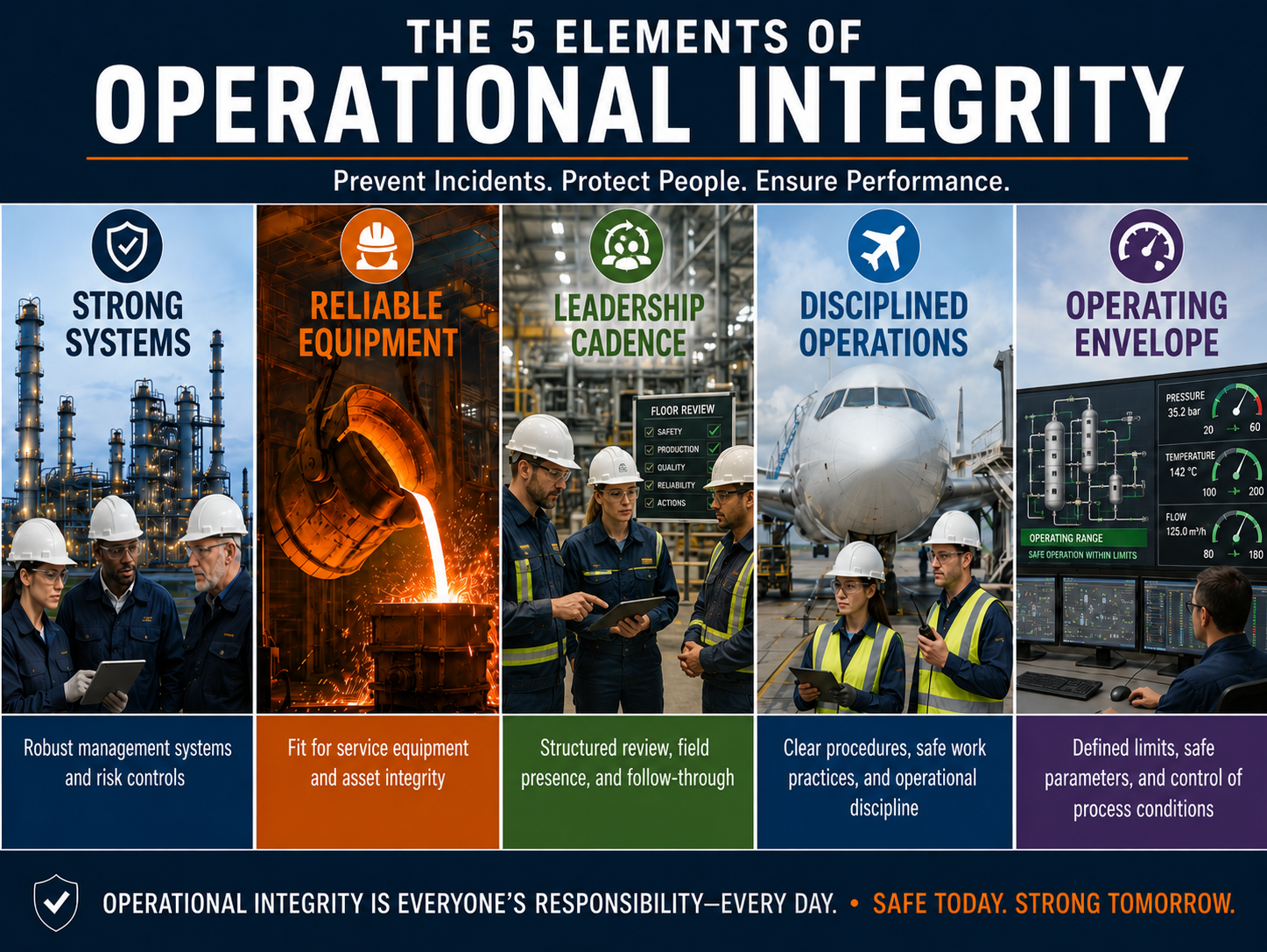
Operational Integrity = Operating Envelope + Operational Discipline + Operational Reliability + Operational Resilience + Leadership Cadence
Each element answers a different leadership question.
- Operating envelope: Do we know the risk boundaries of the operation?
- Operational discipline: Are we doing the work the right way, consistently?
- Operational reliability: Will assets, processes, and controls perform as intended?
- Operational resilience: Can people and teams maintain control when conditions change?
- Leadership cadence: Are leaders seeing weak signals, making decisions, and following through?
This framework matters because heavy manufacturing risk rarely stays inside one functional box. A single weakness can show up as a safety event, quality defect, production loss, environmental release, maintenance failure, or regulatory exposure.
Operational integrity gives leaders a way to manage those risks as one system.
What Operational Integrity Means
Operational integrity means the operation performs as intended, within known risk limits, with reliable controls, competent people, effective supervision, and credible data.
It asks:
- Are we operating inside the design and risk envelope?
- Are critical controls understood, verified, and maintained?
- Are people doing the work as planned, or has informal practice replaced the standard?
- Are equipment failures predictable and managed, or are we living in reaction mode?
- Are leaders seeing weak signals early enough to act?
- Are corrective actions reducing risk, or only closing items in a database?
The test is not whether the plant had a good month. The test is whether the plant can explain why it had a good month and whether that performance is repeatable under pressure.
That distinction matters. Heavy manufacturing environments are full of energy: heat, pressure, chemicals, molten material, rotating equipment, mobile equipment, suspended loads, confined spaces, electrical systems, dust, and stored mechanical energy. When the management system weakens, the consequences are rarely theoretical.
The Executive Environment That Makes Operational Integrity Work
Operational integrity will not succeed through procedures, dashboards, or slogans alone. It requires an executive management environment where leaders consistently create the conditions for disciplined execution, reliable controls, timely escalation, and honest learning. Senior leaders must make clear that good outcomes are not enough if they are achieved through weak controls, workarounds, deferred maintenance, or unrecognized risk. The expectation must be control, not luck.
That environment requires both accountability and enablement. Employees and supervisors must be able to surface weak signals, report abnormal conditions, stop work, and challenge drift without fear of blame or retaliation. At the same time, leaders must insist that standards are followed, critical controls are protected, and deviations are escalated. Executive management must also ensure that resources follow risk, including maintenance capacity, reliability support, engineering effort, training time, and capital for critical equipment and infrastructure.
The executive role is to make operational integrity visible, resourced, and sustained. That means reviewing degraded controls, asking direct field-based questions, responding consistently to drift, and ensuring that lessons are transferred across sites and functions. Operational integrity becomes credible when leadership expectations are reflected in budgets, staffing, investigations, recognition, audits, and daily decisions. People watch what leaders tolerate, fund, and follow up on.
Specific Elements for a Successful Operational Integrity Program:
- Visible executive commitment to control, not just outcomes.
- Clear expectations for operational discipline and critical control protection.
- Psychological safety that allows employees to raise concerns, stop work, and report weak signals.
- Accountability for following standards, escalating deviations, and correcting drift.
- Resource alignment with high-consequence risk, including maintenance, engineering, training, and capital.
- Cross-functional ownership across operations, maintenance, engineering, EHS, quality, and site leadership.
- Timely corrective action focused on risk reduction, not administrative closure.
- Transparent reporting of degraded controls, abnormal conditions, and high-energy near misses.
- Leadership presence in the field to verify reality, not just review dashboards.
- Consistent response to workarounds, bypassed controls, deferred maintenance, and normalized deviation.
- Organizational learning that transfers lessons across sites, departments, and functions.
- Leadership follow-through reflected in budgets, staffing, recognition, audits, and daily decisions.
- Stable priorities and long-term planning discipline that prevent Operational Integrity from being displaced by short-term production pressure, leadership turnover, budget cycles, or initiative fatigue.
Operational Integrity as an Overarching Operating Model
Many organizations manage safety, quality, maintenance, production, environmental compliance, and process safety as separate programs. Each has its own metrics, meetings, priorities, audits, and corrective action systems.
That structure may be administratively convenient, but it often misses how risk actually behaves.
Poor shift turnover can create a safety event, quality defect, production loss, and environmental release. Weak preventive maintenance can do the same. So can poor management of change, contractor control, procedure quality, or supervision.
Operational integrity brings these disciplines into one management frame. It treats the plant as an integrated system where reliability, discipline, compliance, safety, quality, environmental performance, and human adaptability are interdependent.
The objective is simple: run the operation the right way, every day, under normal and abnormal conditions.
The Operating Envelope
Every heavy manufacturing process has an intended operating envelope. That envelope includes equipment design limits, process parameters, staffing assumptions, maintenance requirements, permit conditions, safe work practices, quality specifications, and emergency response assumptions.
Operational integrity begins by making that envelope visible and manageable.
Leaders should know which controls are critical. Operators should know which deviations matter. Maintenance should know which assets cannot be allowed to degrade. Engineers should know which changes require formal review. Supervisors should know when a job must stop.
A weak operating envelope is often marked by ambiguity. People may know the production target but not the risk boundary. They may know what “usually works” but not what the standard requires.
In a high-hazard manufacturing environment, ambiguity is risk.
Operational Discipline: Doing the Right Things Consistently
Operational discipline is the human and organizational commitment to execute known standards consistently, especially when the work is difficult, urgent, uncomfortable, or inconvenient.
It is not blind rule-following. It is disciplined execution based on clear expectations, competent people, effective supervision, and a culture that does not normalize drift.
Operational discipline shows up when:
- Pre-job planning is done because the job needs it, not because an auditor is present.
- Lockout/tagout is verified, not assumed.
- Critical procedures are followed, not treated as suggestions.
- Deviations are escalated, not hidden.
- Shift turnover communicates risk, not just production status.
- Leaders challenge workarounds before they become culture.
- Employees stop and ask when conditions change.
Operational discipline is built through repetition and leadership consistency. People pay close attention to what leaders tolerate. If leaders accept shortcuts during production pressure, that becomes the real standard. If leaders reinforce expectations when the schedule is tight, that becomes the culture.
Discipline is not the enemy of productivity. In heavy manufacturing, discipline is what makes productivity sustainable.
Operational Reliability: Equipment, Processes, and Controls That Hold
Operational reliability is the technical and system capability of assets, processes, utilities, controls, and management routines to perform as intended over time.
A reliable operation does not confuse heroic recovery with good performance. A plant that constantly survives breakdowns, expedites parts, bypasses alarms, and depends on a few experienced employees to “save the day” may be committed, but it is not reliable.
Operational reliability depends on asset integrity, preventive and predictive maintenance, spare parts strategy, engineering standards, process control, inspection programs, and disciplined management of change.
Not all assets are equal. A nuisance failure and a critical control failure should not receive the same attention. The organization must know which equipment protects life, prevents loss of containment, maintains environmental control, protects quality, or prevents major business interruption.
Reliability also includes administrative systems. A poorly maintained procedure, weak training matrix, ineffective corrective action process, or unreliable inspection routine can create as much exposure as a failing pump or valve.
Operational integrity is broader than maintenance excellence. It is not only about keeping machines running. It is about keeping controls effective.
Operational Resilience: Maintaining Control When Conditions Change
If operational discipline is the commitment to follow the standard, and operational reliability is the ability of assets and controls to perform as intended, operational resilience is the human and organizational capacity to maintain control when conditions are no longer normal.
Heavy manufacturing does not operate in a laboratory. Equipment fails. Production pressure rises. Procedures encounter conditions they did not fully anticipate. Staffing changes. Contractors enter the system. Weather disrupts routines. Supply chains affect parts availability. Abnormal situations emerge.
Resilient organizations recognize weak signals early, escalate concerns without hesitation, adapt without abandoning risk controls, recover without creating new hazards, and learn quickly.
Operational resilience is not undisciplined improvisation. It is the capability to adapt intelligently while staying anchored to the controls that matter most.
Resilience depends on several human-centered capabilities:
- Situational awareness: People recognize changing conditions, weak signals, and abnormal risk.
- Competence and judgment: Employees and leaders understand not only what to do, but why it matters.
- Psychological safety with accountability: People can stop, question, escalate, and report concerns without fear, while still being held to clear standards.
- Adaptive capacity: Teams can respond effectively when the written procedure does not fully match the real condition.
- Learning discipline: The organization extracts lessons from near misses, deviations, recoveries, and failures.
- Recovery capability: The plant can stabilize after disruption without creating secondary risk.
Resilience does not replace discipline; it prevents discipline from becoming brittle. It does not replace reliability; it protects the organization when reliability is challenged.
Leadership Cadence: Turning Intent Into Control
Operational integrity requires a leadership cadence strong enough to detect drift before the system fails.
Cadence is the rhythm of review, decision-making, field verification, and follow-through. It is how leaders keep the operating model alive after the kickoff meeting is over.
A strong operational integrity cadence reviews:
- Critical risk controls.
- Asset integrity and reliability threats.
- High-energy events and serious near misses.
- Management of change quality.
- Procedure health and field execution.
- Corrective action effectiveness.
- Environmental and regulatory compliance stability.
- Recurring cross-site failure patterns.
- Human and organizational resilience during abnormal conditions.
The cadence should be practical, not bureaucratic. Leaders should not create another meeting to admire another dashboard. The purpose is to identify weak signals, make decisions, assign ownership, remove barriers, and verify that corrective actions improved control.
The discipline of the meeting matters less than the discipline of the follow-through.
How the Model Works Together
Reliable equipment supports disciplined work. Disciplined work protects reliable equipment. Resilient people and teams maintain control when reliability is stressed or the work no longer matches the plan.
When equipment is unreliable, people create workarounds. When workarounds become normal, discipline weakens. When discipline weakens, equipment is operated improperly, inspections are missed, defects are accepted, and early warning signs are ignored. When resilience is weak, the organization does not recognize drift until the event has already occurred.
The reverse is also true. When standards are clear, preventive maintenance is respected, abnormal conditions are escalated, people are competent to make good judgments, and leaders respond to weak signals, the system strengthens.
This is the heart of operational integrity: technical reliability, human discipline, organizational resilience, and leadership cadence reinforcing each other through a strong management system.
Case Study: Imperial Sugar and the Cost of Lost Operational Integrity
The 2008 Imperial Sugar refinery explosion in Port Wentworth, Georgia, is a powerful case study in the importance of operational integrity.
The event was not simply an explosion. It was the catastrophic result of multiple layers of control weakness aligning over time.
A massive combustible dust explosion and fire killed 14 workers and injured dozens more. The U.S. Chemical Safety Board concluded that the explosion was fueled by significant accumulations of combustible sugar dust throughout the packing building. The primary explosion likely began inside a sugar conveyor beneath large storage silos. That conveyor had been enclosed with steel panels, creating a confined, poorly ventilated space where sugar dust could accumulate to an explosive concentration. The initial explosion then disturbed additional dust on equipment, floors, and elevated surfaces, producing a destructive cascade of secondary explosions.
This event illustrates failure across all five elements of the model.
The operating envelope was not adequately understood or controlled. Combustible sugar dust was a known hazard, but the boundary between normal housekeeping conditions and catastrophic dust accumulation was not effectively managed.
Operational discipline was weak. Housekeeping expectations and dust control practices did not prevent hazardous accumulations. When abnormal buildup becomes normal, the organization has already started to lose control.
Operational reliability was compromised. Equipment design, dust collection, conveying systems, maintenance, and ventilation were not reliable enough to prevent dust release and accumulation. Reliability was not just about keeping equipment running. It was about ensuring equipment did not create or amplify a catastrophic hazard.
Operational resilience was insufficient. A resilient organization recognizes weak signals, learns from smaller fires and precursor events, and escalates concerns before conditions become catastrophic.
Leadership cadence did not drive effective correction. The organization needed a stronger rhythm of hazard recognition, critical control review, housekeeping verification, engineering review, and corrective action closure.
The lesson is clear. Catastrophic events are often preceded by visible signals: buildup, leakage, repeat maintenance issues, minor events, abnormal conditions, unclear ownership, and weak corrective actions. Operational integrity is the leadership system that makes those signals matter before they become history.
Data Must Reveal Control, Not Just Count Events
Heavy manufacturing organizations often track lagging indicators: injuries, environmental events, downtime, quality defects, audit findings, and cost impacts. These measures matter, but they are not enough.
Operational integrity requires data that shows whether the system is in control.
Leaders should look for trends, changes in direction, sudden deviations, recurring causes, outliers, and clustering across departments or sites. Pareto analysis should identify the top three to five recurring drivers creating the greatest risk or operational drag. Best-performing areas should be compared with worst-performing areas to identify transferable practices and missing controls. High-energy near misses, repeat failure types, unclear incident descriptions, and recurring involvement of the same equipment, tasks, or conditions should be treated as red flags, not statistical noise.
The goal is not more charts. The goal is better judgment.
A strong operational integrity review should ask:
- What is changing?
- Where is performance unstable?
- Which failures repeat?
- Which controls are degrading?
- Where are we lucky rather than good?
- Which high-impact exposure can be reduced quickly with reasonable resources?
- Where are people adapting successfully, and what can we learn from that?
- Where are people compensating for weak systems, and how long can that continue?
Data should drive decisions, not decorate presentations.
Corrective Actions Must Strengthen the System
A weak corrective action process is one of the most common threats to operational integrity.
Too often, corrective actions are written to close the investigation rather than strengthen the operation. They rely heavily on retraining, reminders, toolbox talks, or procedure revisions. Those actions may have a place, but they are rarely sufficient by themselves.
Operational integrity requires corrective actions that improve control quality. That means applying the hierarchy of controls, balancing engineering, procedural, and behavioral actions, and prioritizing actions that are high-impact, practical, timely, and scalable.
The best corrective actions do at least one of four things:
- They eliminate or reduce the hazard.
- They make the correct action easier.
- They make the wrong action harder.
- They improve the organization’s ability to detect and respond to deviation.
Corrective actions should also be coherent. A plant should not have hundreds of disconnected improvement items competing for attention. The work should roll up into a clear improvement strategy tied to the most significant operational risks.
Closure is not the same as control. A corrective action is only effective when it changes the probability or severity of recurrence.
Where to Start
A manufacturing organization does not need to launch a large new program to strengthen operational integrity. It needs to start with the highest-consequence risks and the controls that matter most.
Five actions will create momentum.
1. Define the critical operating envelope
Identify the highest-risk processes, assets, materials, and tasks. Clarify the boundaries that must not be crossed: process limits, equipment limits, permit limits, safe work requirements, staffing assumptions, and emergency response assumptions.
2. Identify the top five operational integrity risks
Use incident history, near misses, audit findings, maintenance data, environmental events, quality losses, and leadership judgment to identify the top recurring or high-consequence exposures. Do not let volume alone drive priority. A low-frequency, high-consequence exposure deserves attention.
3. Verify critical controls in the field
Move beyond paper confirmation. Confirm whether critical controls are present, understood, maintained, and used as intended. Field verification should include operators, maintenance, engineering, EHS, and supervision.
4. Connect reliability work to risk reduction
Review the reliability strategy for assets that prevent serious injury, loss of containment, environmental release, major quality failure, or business interruption. Maintenance priority should reflect consequence, not only downtime.
5. Build a leadership cadence around weak signals
Create a routine leadership review focused on operating envelope deviations, critical control health, high-energy events, repeat failures, management of change quality, corrective action effectiveness, and emerging risk.
The goal is not more meetings. The goal is better control.
Author’s Note: Fully operationalizing operational integrity is beyond the intended scope of this article. The purpose here is to define the concept, explain why it matters, and provide a practical leadership framework for heavy manufacturing organizations. For readers who want to move from concept to execution, I have also prepared an Operational Integrity Implementation Guide that provides a more detailed roadmap, including implementation phases, leadership cadence, roles and responsibilities, metrics, maturity assessment, and practical templates. The guide can be downloaded here: Operational Integrity Implementation Guide_Chet Brandon.pdf
Leadership’s Role in Operational Integrity
Operational integrity cannot be delegated to EHS, maintenance, engineering, or quality. Those functions are essential, but they do not own the full operating model.
Operational integrity belongs to line leadership.
Plant managers, operations leaders, maintenance leaders, technical leaders, and frontline supervisors set the pace. They decide what gets attention. They decide whether standards are real. They decide whether weak signals are acted on or explained away.
Senior leaders must insist on visibility into risk, not just performance outcomes. A green dashboard does not always mean a healthy operation. It may simply mean the organization has not yet experienced the consequence of its drift.
The conversation should be candid and operational. The goal is not blame. The goal is control.
Culture Follows the Operating Model
Many organizations say they want a stronger safety culture, reliability culture, or compliance culture. Those are worthy goals, but culture is not built by aspiration. Culture follows the operating model.
If planning is weak, the culture becomes reactive.
If maintenance is deferred without risk review, the culture accepts degradation.
If supervisors are not trained to recognize critical controls, the culture depends on luck.
If leaders reward production while tolerating procedural drift, the culture learns the real priority.
If people are afraid to report concerns, the organization loses early warning signals.
If corrective actions do not address root causes, the culture sees investigations as paperwork.
Operational integrity creates the conditions for a stronger culture because it aligns expectations, systems, decisions, and follow-through. People trust what they see consistently reinforced.
What Good Looks Like
A mature operational integrity model has visible characteristics.
Leaders understand the highest-risk operations and critical controls.
Operators understand the operating envelope and know when to stop or escalate.
Maintenance strategies are risk-ranked and connected to safety, environmental, quality, and production consequences.
Procedures are accurate, usable, and field-verified.
Management of change is treated as a core control, not an administrative burden.
Near misses and weak signals are valued because they reveal system vulnerability.
Corrective actions are prioritized by risk reduction, not ease of closure.
Performance reviews examine stability, trend movement, and control health.
Sites learn from each other by comparing best performers with poor performers.
Teams adapt when conditions change without abandoning critical controls.
The organization acts before weak signals become major events.
That is operational integrity in practice.
Why It Matters Now
Heavy manufacturing is operating under increasing pressure: labor constraints, aging infrastructure, supply chain volatility, cost pressure, decarbonization expectations, regulatory scrutiny, and higher stakeholder expectations. These pressures do not reduce risk. They amplify it.
The answer is not more programs layered onto already busy organizations. The answer is a clearer operating model.
Operational integrity gives leaders a way to integrate safety, reliability, environmental compliance, quality, production performance, and human adaptability into one disciplined system. It helps the organization move from reactive correction to proactive control and distinguish between good luck and good management.
The standard is not perfection. Heavy manufacturing will always involve complexity, variability, and risk. The standard is disciplined control of the things that matter most.
Operational integrity is how a manufacturing organization earns the right to run. It protects people, assets, communities, customers, and business continuity. It turns values into routines, data into decisions, and leadership expectations into operational reality.
In the end, operational integrity is not a slogan. It is the daily proof that the organization can be trusted to operate with discipline, reliability, resilience, leadership cadence, and control.
Author’s Note
There is a certain irony in this moment for heavy manufacturing. We are surrounded by remarkable technology: advanced automation, predictive analytics, digital twins, artificial intelligence, process control systems, robotics, real-time monitoring, and engineering tools previous generations of manufacturing leaders could hardly have imagined.
And yet, the greatest challenge remains deeply human.
The strength of an operating entity still depends on whether people understand the mission, believe the standards matter, have the capability to execute, and are properly directed by leaders who know what to reinforce. Technology can detect, calculate, automate, and inform. But it cannot replace leadership judgment, workforce engagement, operational discipline, or the credibility created when leaders follow through on what they say matters.
That is the real work of operational integrity. It is not choosing between technology and people. It is using technology to better enable people, while recognizing that people remain the decisive force in whether the system actually works.
The future of manufacturing will be more digital, connected, and intelligent. But the organizations that perform best will still be those that motivate, enable, and direct their people with clarity, discipline, and purpose. Advanced tools may raise the ceiling of what is possible. People determine whether the organization reaches it.
Source Note: Case study information on the 2008 Imperial Sugar refinery combustible dust explosion is based on findings from the U.S. Chemical Safety and Hazard Investigation Board, Investigation Report: Sugar Dust Explosion and Fire, Imperial Sugar Company, Port Wentworth, Georgia, February 7, 2008, Report No. 2008-05-I-GA, September 2009. The CSB reported that the incident resulted in 14 worker fatalities and numerous injuries, and concluded that combustible sugar dust accumulations, enclosed conveyor conditions, inadequate dust control, equipment design, maintenance, and housekeeping contributed to the catastrophic explosion and fire. Weblink: https://www.csb.gov/imperial-sugar-company-dust-explosion-and-fire/

Pingback: SIF Reduction: The Leading Edge of Operational Integrity | LeadingEHS.com
Pingback: Beyond the Factory Fence: Why Scope 3 Defines the Next Generation of Sustainable Operations | LeadingEHS.com